1.2746 Tool And Die Steel
1.2746 is a high-carbon, chromium-manganese cold work tool steel renowned for its exceptional hardness (60-64 HRC), wear resistance, and dimensional stability. With a composition optimized for deep hardenability and minimal distortion, it is ideal for precision tools like blanking dies, shear blades, and injection mold inserts.
- HONGXIN
- 中国
- 30DAYS
- 8000TONS/MONTH
- Information
1.2746 Tool And Die Steel

1. 1.2746 Tool And Die Steel Applications
1.2746 steel (also known as 45NiCrMoV16-6) is an advanced technical material, mainly used the tool manufacturing industry.
Due to its excellent properties, 1.2746 steel is widely used in various fields:
Cold working dies: such as stamp dies, drawing dies, cold forging dies, etc., suitable for medium to high load cold working dies.
Cutting tools: used to manufacture cutting tools, blades, with high hardness and wear resistance.
Automobile manufacturing: used to manufacture cold working dies for automobile parts, such as stamping dies and drawing dies.
Mechanical: used to manufacture various mechanical parts, such as gears, cams, etc.
Injection molding dies: suitable for manufacturing injection molds, able to resist plastic wear chemical erosion.
| Heat treatment | Normalized ; Annealed ; Quenched ; Tempered | |
| Surface condition | Black; Peeled; Polished; Machined; Grinded; Turned; Milled | |
| Delivery condition | Forged; Hot rolled; Cold drawn | |
| Test | Tensile strength, Yield strength, elongation, area of reduction, impact value, hardness, grain size, ultrasonic test, US inspection, magnetic particle testing, etc. | |
| Payment terms | T/T;L/C;/Money gram/ Paypal | |
| Trade terms | FOB; CIF; C&F; etc.. | |
| Packing | Standard Packages, or as Customers Request | |
| Delivery time | 30-45 days | |
| Application | DIN 1.2746 cold worked tool steel is suitable for applications such as Blanking dies, block and ring gauges, coining, cold forming, cold trimming and forming dies, cold shears, rolls, knurls and knurling tools, machine parts, mandrels, punches and punch plates, reamers, shear and slitter blades, stamping dies and threading tapes. | |
2. 1.2746 Tool And Die Steel Supply Range
| SIZE | Round | Dia12-500mm |
| Plate/Flat/Block | Thickness 12mm-500mm | |
| Width 210mm-710mm | ||
| Process | EAF/ESR+LF+VD+Forged/Rolled+Heat treatment(optional) |
3. 1.2746 Tool And Die Steel Chemical Composition
| Grade(%) | C | Si | Mn | P | S | Cr | Mo | V | Ni |
| DIN 1.2746 | 0.41-0.49 | 0.15-0.35 | 0.60-0.80 | ≥0.025 | ≥0.020 | 1.40-1.60 | 0.73-0.85 | 0.45-0.55 | 3.80-4.20 |
4. 1.2746 Tool And Die Steel Physical & Mechanical Properties
Physical Properties
| Property | Metric Units |
|---|---|
| Density | 7.85 g/cm³ |
| Thermal Expansion (20-100°C) | 11.8×10⁻⁶/°C |
| Thermal Conductivity | 28 W/(m·K) |
Mechanical Properties
| Property | Metric Units |
|---|---|
| Hardness (Quenched & Tempered) | 60-64 HRC |
| Tensile Strength | ≥1800 MPa |
| Impact Toughness (Charpy) | 15-20 J |
5. 1.2746 Tool And Die Steel Heat Treatment
Annealing: Heat to 760-790°C, slow cool to ≤500°C. Final hardness: ≤229 HB.
Quenching: Oil quench from 800-830°C to achieve 60-64 HRC.
Tempering: Temper at 180-250°C for 1-2 hours. Double tempering recommended for stress relief.
Temperature °C | ||||
Hot-forming Stress-relieving annealing 1) | 1) Annealing must be done after machining and before quenching | Quenching +Q | Tempering +T | |
1050-900 followed by slow cooling | 650 furnace cooling to 350, thenair | heating up to 640- 660 pause, then 8 80-910 air, oil, polymer, b.t. 180-220, fluid-bed (HRC 56) | immediately after quench ing 160-250 air or 250-600 see tempering table | |
Soft | Stress-relieving | Pre-heating | Stress-relieving | |
annealing +A | +SR | welding | after welding | |
610-650 | 50° under the | 350 | 550 furnace cooling | |
controller cooling in the furnace (HB max 295) | temperature of tempering | AC1 AC3 | MS Mf | |
730 * 780 * | 230 * 10 * | |||
b.t. hot-bath. * calculated with formula | ||||
6. Key Advantages of 1.2746 Steel
Superior Wear Resistance: High carbon (0.85-0.95%) and chromium (1.80-2.20%) form dense carbides, ideal for shear blades and blanking dies.
Deep Hardenability: Uniform hardness in large cross-sections due to optimized manganese (Mn) synergy.
Economic Efficiency: Cost-effective for medium-to-high volume production, balancing performance and affordability.
Why Choose 1.2746?
Minimal distortion during heat treatment ensures dimensional accuracy.
25% longer service life than conventional O1 steel in abrasive environments.
7. Delivery condition
For hot forged or hot rolled bar, usually the delivery condition is hot forged or rolled, annealed, rough turned.
For hot forged plate, usually the delivery condition is hot forged, annealed, milled surface.
For hot rolled plate, usually the delivery condition is hot rolled, annealed, black surface.




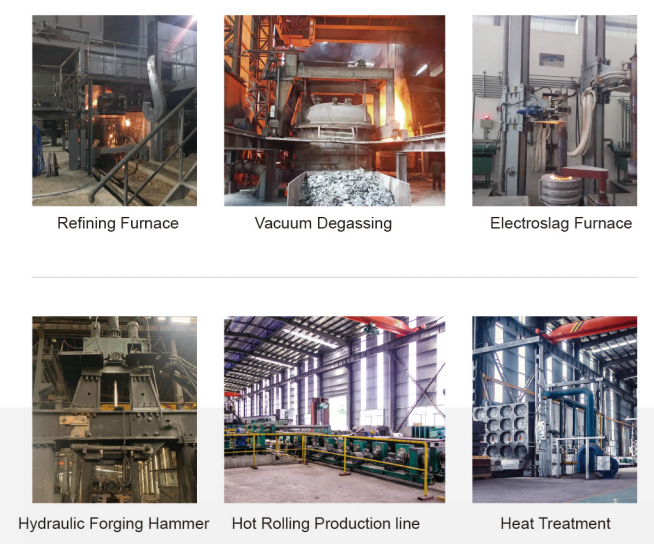
Hongxin Mold Tech Co.,Ltd. owns 1 set of Hot Rolling Production Line at size range flats 8-80*210-710mm, rounds 16-50mm Dia.
12 sets of Hydraulic Forging Hammers from Power 560kgs to 6000kgs which could cover flats 40-300*210-710mm.
8 sets of EF+LF+VD
5 sets of ESR
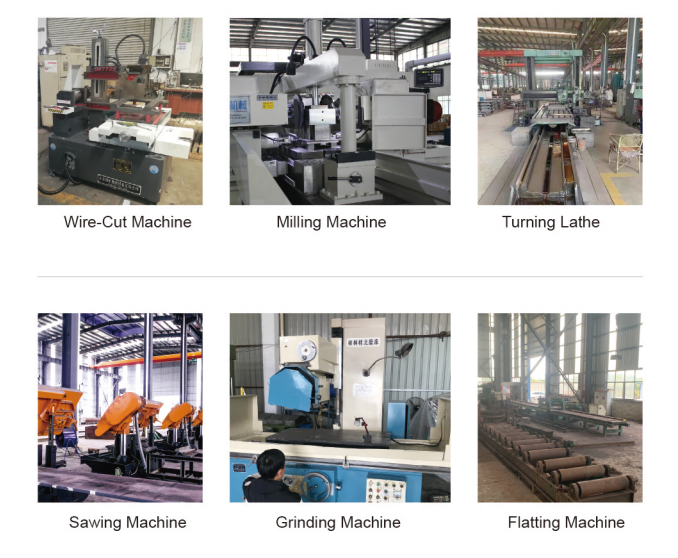
9 sets of Milling Machines
10 sets of Turning Lathes
6 sets of Precision Milling Machines.

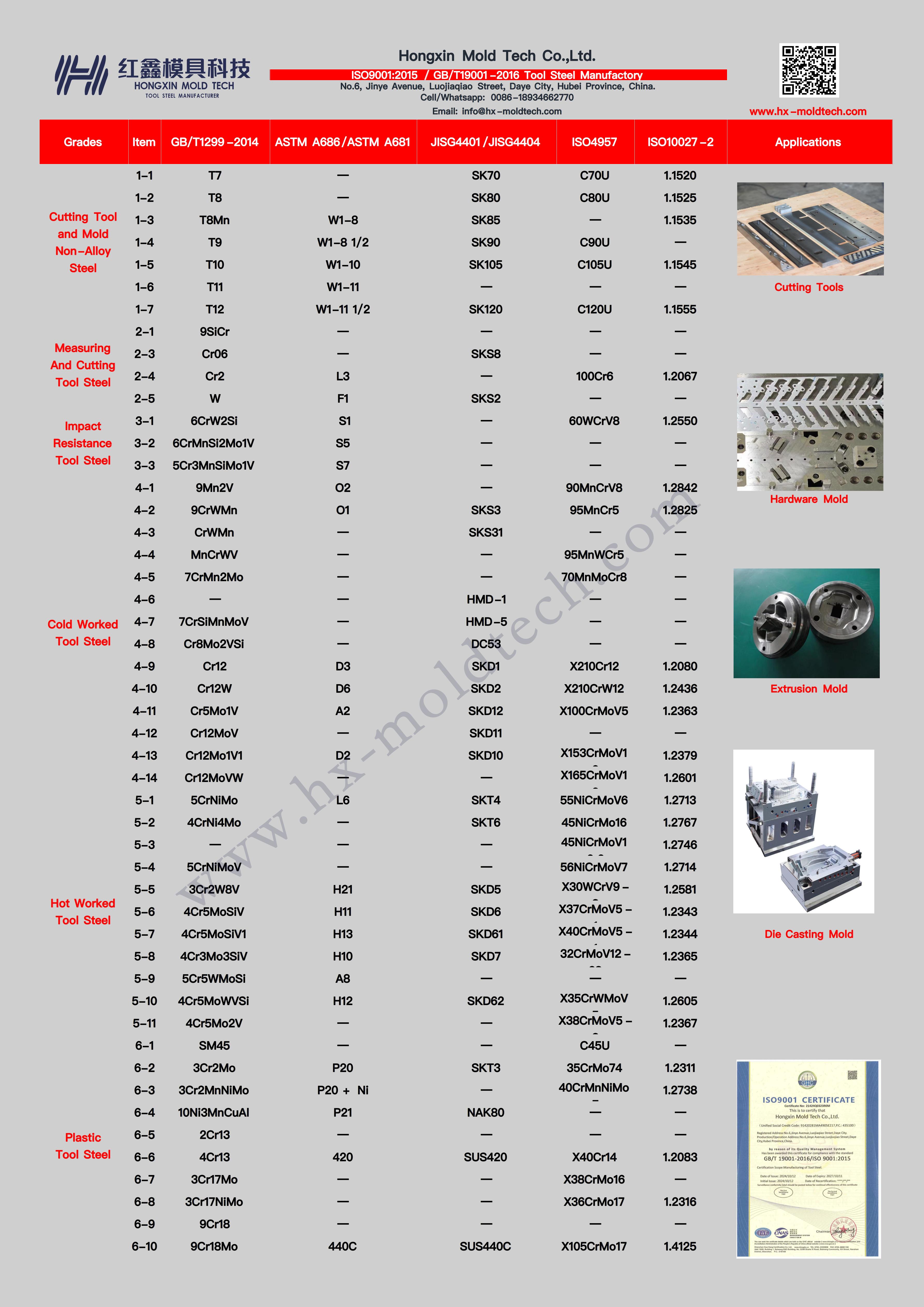
CERTIFICATION: GB/T19001-2016/ISO9001:2015

Products' List



Q1:Are you trading company or manufacturer ?
We are the biggest tool steel factory at Daye & Huangshi. We can provide a wide range of steel products.
Q2:What is alloy steel round bar export packing?
Usually bundling for large diameter,small diameter bars in bulk or as customer's demand.
Q3.What is your MOQ?
We accept small order,if it is stock,any quantities can be accepted.
Q4.What is your lead time?
Depends actual order,around 20-35 days,or negotiation.
Q5.Can you supply sample?
Yes,we can.Sample fee according to your size.
Q6:What certificates do you have?
ISO, ABS, BV, CCS, Dnv, Lr, Gl, Mill Certificate
Q7: How can I get your quotation as soon as possible?
The email and fax will be checked within 24 hours,meanwhile,the Skype,Wechat and WhatsApp will be online in 24 hours.Please send us your requirement,we will work out a best price soon.